
X14CrMoS17是制造大批量精密零部件的理想材料
X14CrMoS17(德国材料号1.4104)是一种典型的含硫易切削马氏体不锈钢,在EN 10088-3标准中被归类为“半成品、棒材、杆材、线材、型材和光亮产品”。该材料通过在标准铬钢基础上添加硫(S)和钼(Mo),显著提升了机械加工性能,同时保持了马氏体不锈钢的硬度和适中的耐腐蚀性,是制造大批量精密零部件的理想材料。
一、化学成分与标准体系
1.化学成分(%)
X14CrMoS17的化学成分设计核心在于高硫和高铬,具体范围如下(依据EN 10088-3标准):
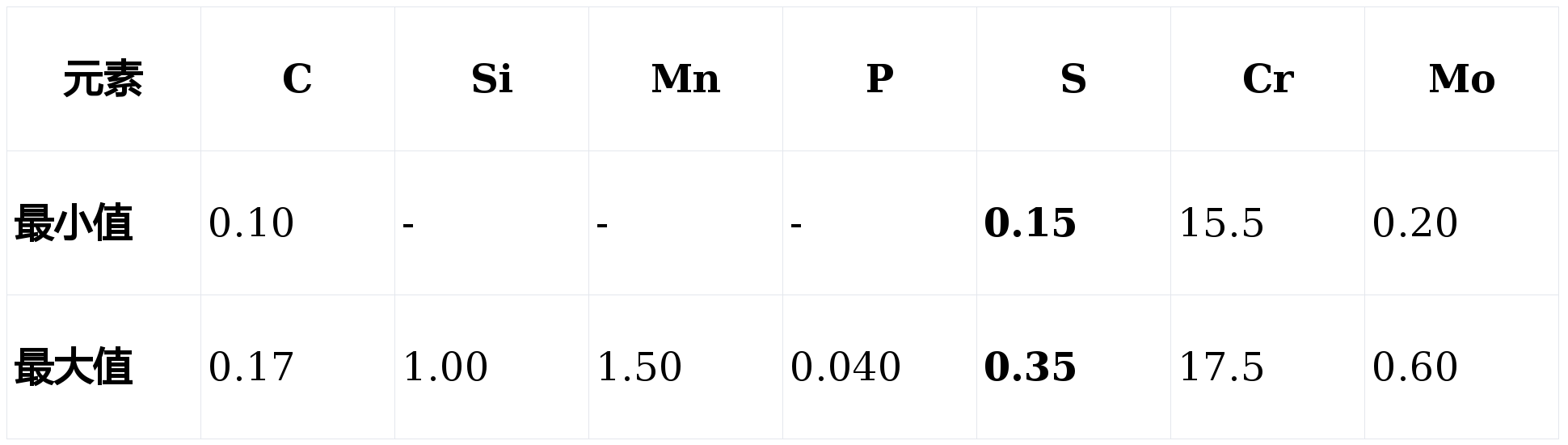
关键特征:S(硫)含量高达0.15%-0.35%,远高于普通不锈钢。硫在钢中形成硫化锰(MnS)夹杂物,在切削时起到断屑和润滑作用,这是其“易切削”特性的根本原因。Cr(铬)和Mo(钼)的加入则提供了基本的耐腐蚀性。
2.标准与牌号对应
欧标/德标:EN 10088-3/DIN 17400,牌号X14CrMoS17,W-Nr.1.4104
展开全文
美标:AISI 430F(UNS S43020)
国标:Y1Cr17(GB/T 1220-2007,其中“Y”代表易切削)
归类:易切削马氏体不锈钢
二、力学性能与热处理工艺
X14CrMoS17的性能根据热处理状态(退火态或调质态)有显著差异。退火态(+A)主要用于机加工,调质态(+QT)用于最终使用。
1.力学性能指标
根据EN 10088-3标准,不同状态下的典型力学性能如下:
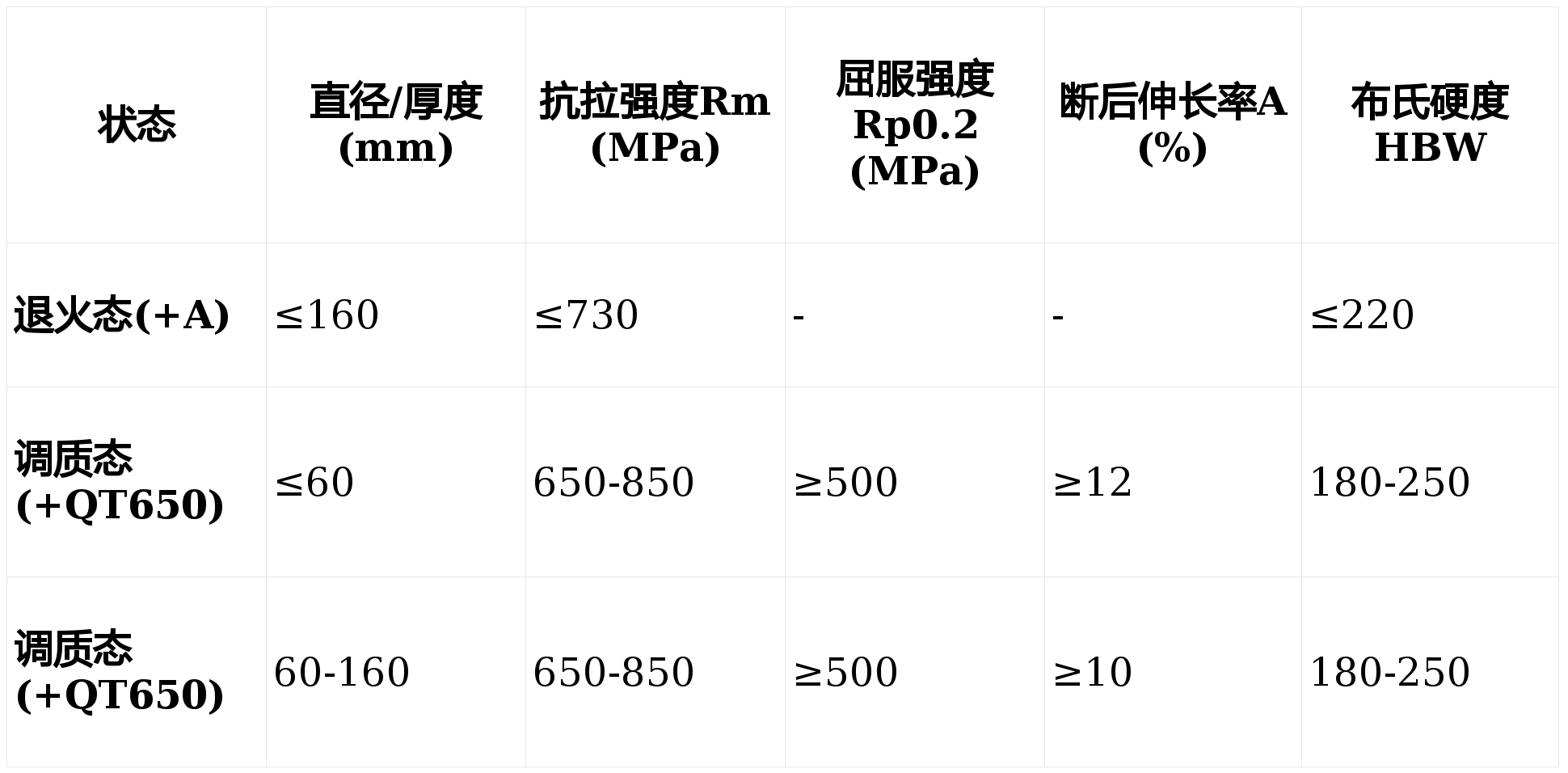
注:+QT650表示淬火后回火至650℃左右,以获得较高的韧性。
2.热处理工艺详解
退火(软态):加热至750-850℃,随后缓慢冷却(炉冷或空冷)。目的是降低硬度(≤220 HBW),便于进行车削、铣削等冷加工。
淬火+回火(调质):
淬火:加热至950-1050℃,保温后油冷或空冷,获得马氏体组织。
回火:根据性能需求选择温度。低温回火(150-300℃)获得高硬度(耐磨件);高温回火(550-650℃)获得良好的强韧性配合(结构件)。
三、物理与加工特性
1.物理性能(20°C)
密度:约7.7 g/cm³
热膨胀系数:10.0–10.5×10⁻⁶K⁻¹(20–400°C)
导热系数:约25 W/(m·K)
弹性模量:约215 GPa
磁性:有磁性(铁磁性)
2.加工特性
切削加工:极佳。由于硫的加入,切屑短小易断,刀具磨损小,非常适合自动车床进行高速、大批量生产。这是该材料最核心的优势。
冷成型:较差。高硫含量导致材料在冷加工时易产生裂纹,通常不推荐用于冷镦、冷拔等剧烈变形工艺。
焊接性能:差。硫元素在焊接热影响区容易导致热裂纹,因此通常不推荐焊接。若必须焊接,仅限电阻焊或摩擦焊,且焊后需进行热处理以消除应力。
抛光性能:不推荐。硫化锰夹杂物在抛光过程中容易脱落,形成麻点或划痕,难以获得镜面效果。
四、耐腐蚀性与应用限制
X14CrMoS17的耐腐蚀性是其短板。虽然含有16%以上的铬,理论上具有不错的耐腐蚀性,但高硫含量严重破坏了其钝化膜的连续性,导致:
耐点蚀/缝隙腐蚀能力弱:在含氯离子(如盐水、海水)或潮湿环境中,极易发生局部腐蚀。
耐晶间腐蚀能力差:焊接或不当热处理后,耐晶间腐蚀性能下降。
应用提示:该材料仅适用于大气环境、弱腐蚀介质(如干燥空气、部分油品)或对耐腐蚀性要求不高的内部结构件。严禁用于食品接触、医疗或强腐蚀化工环境。
五、供应形式
X14CrMoS17主要作为半成品供应,具体形式包括:
棒材(圆棒/方棒/六角棒):最常见的供应形式,直径范围从几毫米到几百毫米,主要用于车削加工轴、销、螺栓等。
线材:直径较小的盘圆或直条,用于制造小螺丝、螺帽或作为自动车床的原料。
板材/带材:厚度从0.03mm(精密带)到几十毫米(中厚板),用于冲压或切割。
型材:特定截面的型钢,但相对少见。
六、典型应用领域
凭借其易切削和可热处理的特性,X14CrMoS17广泛应用于以下领域:
汽车工业:变速箱轴、转向部件、紧固件(非关键安全件)。
精密机械:轴、销、齿轮、阀杆等需要大量机加工的零件。
家用电器:咖啡机冲煮组件、刀片支架、装饰件(非食品接触面)。
通用五金:螺母、螺栓、螺柱等标准件。




评论